Diling Teknik startade som ett utvecklingsföretag. Även om tyngdpunkten idag är tillverkning av termoplastprodukter, så finns kompetens och hjälpmedel för konstruktionsuppdrag.
De uppdrag vi hanterar handlar ofta om konstruktion av de detaljer med tillhörande verktyg som kunden efterfrågar.
Vi utvecklar och konstruerar också plastdetaljer för andra formningsmetoder, samt naturligtvis övriga efterfrågade komponenter. I egna verkstäder kan modeller och prototyper tillverkas.
Vi har konstruktörsbakgrund och arbetar med Solid Works, ett 3D-cadsystem, med en arbetsstation i Vilhelmina och en i Skellefteå. Lokalerna i Skellefteå är väl lämpade att fungera som utvecklingsavdelning för externa kunder.

Produktutveckling
Tillverkning
Vakuumformning är en formningsmetod som används inom termoplastsidan och räknas in under samlingsbegreppet varmformning. Principen för detta är att man med hjälp av värme bringar ett termoplastmaterial att bli plastiskt formbart. Därefter sträcks, eller draperas, det med hjälp av vakuum över ett formverktyg. Efter avsvalning på verktyget avformas produkten och efterbearbetas till slutgiltig form.
De vanligaste termoplastmaterial som används, är ABS, PMMA, PC, PE och PP.
Efterbearbetning har tidigare konventionellt utförts med bandsågar och handverktyg. Idag används styrda fräsmaskiner för att konturfräsa, bearbeta hål och konfektionera halvfabrikaten till färdiga produkter. Vinsten med styrd fräsning ligger i att en betydligt bättre kvalitet erhålls, ett jämnare produktionsflöde uppnås, och detta oftast till en lägre kostnad.


Efterarbetning
De flesta detaljer som vakuum-formas skall efterbearbetas. För detta har man traditionellt använt handverktyg, men även utrustning som bandsågar och stans-utrustningar. Vad som dominerar idag är dock användandet av datorstyrda fräsar. De har en mängd fördelar som noggrannhet, repeterbarhet, snabbhet osv. Vår maskin har ett arbetsområde på 3 600 x 1300 x 850 mm, vilket innebär att vi kan bearbeta stora detaljer i dubbla stationer.
För att kunna fräsa en detalj på detta sätt, måste en fixtur tas fram. Denna fixtur håller arbetsstycket på noggrann position i fräsmaskinen. Slutresultatet är direkt beroende av fixturens noggrannhet.
För programmering kan två metoder tillämpas, dels direkt via en CAD-modell i 3D som används för att göra styrprogrammet direkt i datorn och dels via s.k. teach-in. Teach-in innebär att man spänner upp en färdigbearbetad produkt i en mätutrustning, och med en mätsond följer avsedd bearbetningskontur. Denna rörelse förs över till fräsmaskinen som istället för sond har en roterande fräs.
Detta ger goda bearbetningsytor och detaljen behöver bara eftergradas.
Montering
Många produkter levereras som rena komponenter för slutmontering hos kund. Dock har efterfrågan på montering av köpkomponenter som dekaler och fästanordningar ökat.
Vi kan även konstruera, köpa och montera ståldetaljer och det mesta som kan komma ifråga för att kunna leverera en komplett produkt.
Verktygstillverkning
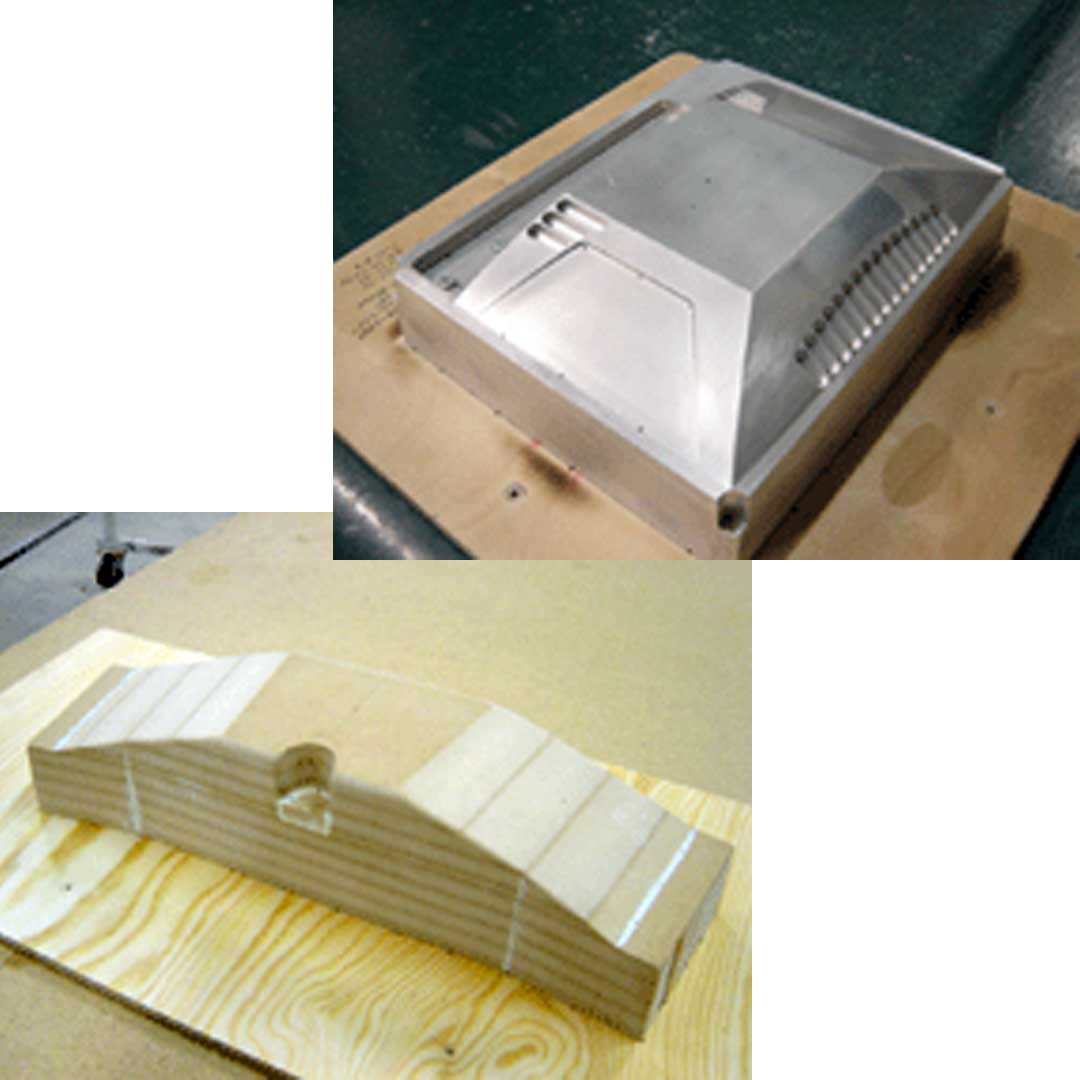
Vakuumformningsverktyg kan tillverkas med flera olika tekniker. Vilken teknik och vilket material som används bestäms i samråd med kunden, där parametrar som serievolym och storlek på detaljen är de viktigaste.
För volymtillverkning är metalliska material att föredra. Aluminium används mest, antingen i gjuten form eller svetsad / bearbetad. För mindre verktyg används ofta en aluminiumfylld harts, som gjuts till önskad form.
Vid gjutförfarande krävs en modell, som kan tillverkas för hand eller från CAD-ritning med hjälp av NC-fräsning. Vilken metod som väljs, bestäms av krav på noggrannhet och produktens ekonomiska förutsättningar.
För prototyp- och lågvolymtillverkning kan träverktyg användas. Dessa har begränsad livslängd och lägre produktivitet, men kan ofta vara ett alternativ pga den låga investeringskostnaden. Efter eventuella modifieringar, som är relativt lätta att åstadkomma, kan träverktyget användas som gjutmodell för att tillverka ett eller flera produktionsverktyg.